Heildarkostnaður fjárfestis fyrir heitgalvaniseringarverksmiðju skiptist í þrjá meginflokka. Þetta eru fjárfestingarbúnaður, innviðir og rekstur.Verð á heitdýfingarbúnaðiInniheldur lykilatriði. Þessir atriði eru galvaniseringarketill, forvinnslutankar og efnismeðhöndlunarkerfi. Kostnaður við innviði nær yfir land, byggingar og uppsetningu veitna. Rekstrarkostnaður er áframhaldandi kostnaður vegna hráefna, orku og vinnuafls.
Markaðurinn fyrir heitgalvaniseringu sýnir mikla vaxtarmöguleika. Þessi vöxtur er knúinn áfram af fjárfestingum í innviðum og eftirspurn eftir tæringarþolnum efnum. Markaðurinn fyrir vörur eins oggalvaniseringarlínur fyrir pípurer að stækka.
| Mælikvarði | Gildi |
|---|---|
| Markaðsstærð árið 2024 | 62,39 milljarðar Bandaríkjadala |
| Markaðsstærð árið 2032 | 92,59 milljarðar Bandaríkjadala |
| Árleg vaxtarhraði (2025-2032) | 6,15% |
Lykilatriði
- Að setja uppgalvaniseringarstöðkostar peninga fyrir búnað, land og byggingar. Helsta búnaðurinn er meðal annars galvaniseringarketill og vélar til að flytja stál.
- Rekstur galvaniseringarverksmiðju hefur stöðugan kostnað. Þar á meðal er kaup á sinki, greiðslur fyrir orku og laun starfsmanna.
- Verð á sinki breytist oft. Þessi breyting hefur áhrif á kostnaðinn við að reka verksmiðjuna á hverjum degi.
Upphafleg fjárfesting: Verð á búnaði og innviðum til heitdýfingar galvaniseringar
Upphafsfjárfestingin er stærsta fjárhagslega hindrunin við stofnun galvaniserunarverksmiðju. Þetta stig felur í sér allan upphafskostnað vegna búnaðar, efnislegrar uppsetningar og uppsetningar. Heildarkostnaðurinn er mjög breytilegur eftir fyrirhugaðri afkastagetu verksmiðjunnar, sjálfvirknistigi og landfræðilegri staðsetningu. Grunnverksmiðja fyrir litlar framleiðslulotur gæti byrjað í kringum $20.000. Stór, samfelld vinnslulína getur farið yfir $5.000.000.
Dæmi um sundurliðun fjárfestinga fyrir meðalstóra verksmiðju sýnir kostnaðardreifingu.
| Flokkur | Kostnaður (Inr. lakh) |
|---|---|
| Land og innviðir | 50 – 75 |
| Vélar og búnaður | 120 – 200 |
| Sinkbirgðir | 15 – 30 |
| Vinnuafl og veitur | 10 – 15 |
| Leyfisveitingar og eftirlit | 5 – 10 |
| Heildarupphafsfjárfesting | 200 – 300 |
Galvaniserandi ketill: Stærð og efni
Hinngalvaniserandi ketiller hjarta starfseminnar og einn helsti kostnaðarþátturinn. Stærð þess — lengd, breidd og dýpt — ákvarða hámarksstærð stálvara sem verksmiðjan getur unnið úr. Stærri ketill inniheldur meira bráðið sink, sem krefst meiri orku til að hita og eykur heildarverð á heitgalvaniseringarbúnaði. Ketill eru venjulega smíðaðir úr sérstöku lágkolefnis- og kísilstáli til að standast tæringu frá bráðnu sinki. Efnisgæði hafa bein áhrif á líftíma ketilsins og tíðni endurnýjunar.
Formeðferðartankar
Áður en stál er galvaniserað þarf það að gangast undir röð hreinsunarskrefa. Þetta ferli fer fram í forvinnslutönkum. Fjöldi og stærð þessara tanka fer eftir æskilegri afköstum og ástandi stálsins sem kemur inn. Dæmigerð forvinnslulína felur í sér nokkur stig:
- Fituhreinsun:Fjarlægir olíu, óhreinindi og fitu.
- Skolun:Þvær burt fituhreinsandi efni.
- Súrsun:Notar sýru (eins og saltsýru) til að fjarlægja skurð og ryð.
- Skolun:Skolar burt sýruna.
- Flæði:Berið á sinkammóníumklóríðlausn til að koma í veg fyrir enduroxun áður en dýft er.
Þessir tankar eru oft smíðaðir úr efnum eins og pólýprópýleni eða trefjastyrktum plasti (FRP) til að þola ætandi efni.
Efnismeðhöndlunarkerfi
Skilvirk efnismeðhöndlun er lykilatriði fyrir framleiðni og öryggi. Þessi kerfi flytja stál í gegnum öll stig ferlisins. Valið á milli handvirkra, hálfsjálfvirkra og fullkomlega sjálfvirkra kerfa hefur veruleg áhrif á upphaflega fjárfestingu.
| Kerfisgerð | Meðalverðbil (USD) |
|---|---|
| Hálfsjálfvirk lína | 30.000 dollarar – 150.000 dollarar |
| Full sjálfvirk lína | 180.000 dollarar – 500.000 dollarar |
| Sérsniðin, tilbúin verksmiðja | 500.000+ dollarar |
Athugið:Handvirk meðhöndlun hefur lægri upphafskostnað en leiðir oft til hærri langtímakostnaðar. Þessi kostnaður stafar af vinnuslysum, vöruskemmdum og hægari framleiðslu. Sjálfvirk kerfi krefjast meiri upphafsfjárfestingar og hæfra rekstraraðila. Hins vegar skila þau meiri hagkvæmni með tímanum með aukinni skilvirkni og öruggara vinnuumhverfi. Verð á heitgalvaniseringarbúnaði hækkar með sjálfvirkni, en það sama á við um langtímaarðsemi verksmiðjunnar.
Hita- og reykhreinsikerfi
Galvaniseringarketillinn þarfnast öflugs hitakerfis til að halda sinkinu bráðnu við um það bil 450°C. Algengt er að nota háhraða jarðgasbrennara. Jafn mikilvægt er að nota reykhreinsikerfið. Galvaniseringarferlið myndar hættuleg reyk og ryk sem þarf að safna og meðhöndla til að uppfylla umhverfisreglur.
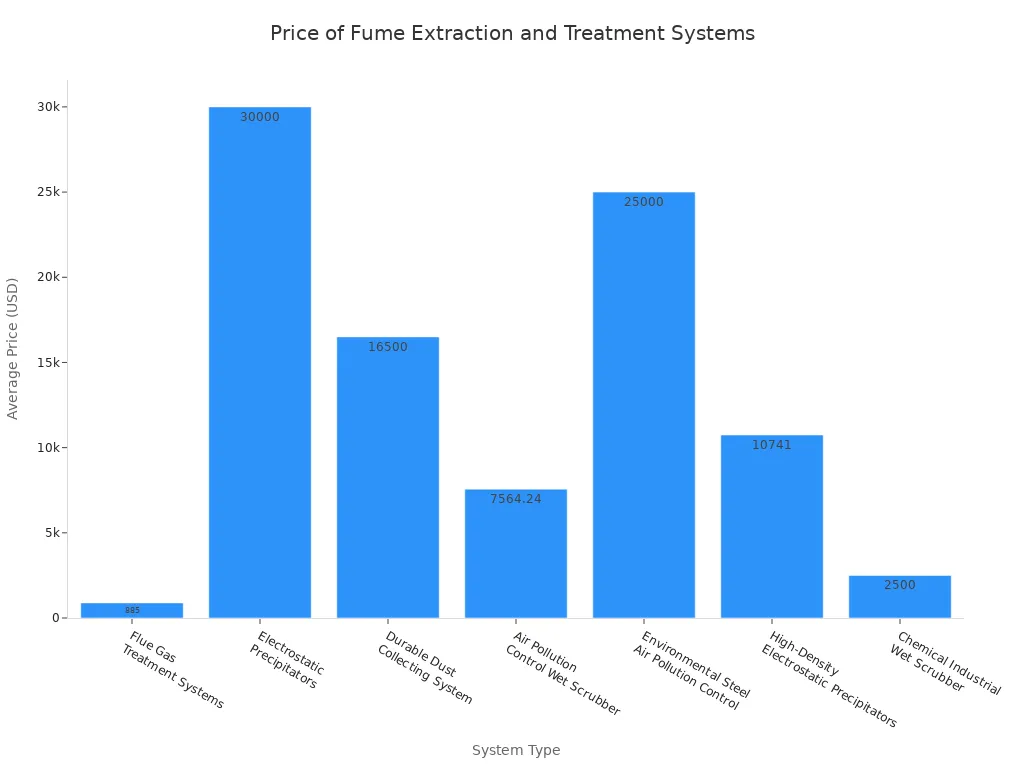
Fylgni við staðla frá Umhverfisstofnun Bandaríkjanna (EPA) eða Evrópusambandinu (ESB) er óumdeilanleg. Í Norður-Ameríku forgangsraða 70% framleiðslufyrirtækja því að uppfæra síunarkerfi til að uppfylla loftgæðastaðla. Fyrirtæki sýna vilja til að greiða 10-15% álag fyrir kerfi sem tryggja samræmi og bjóða upp á framúrskarandi síun. Þetta gerir reykhreinsikerfið að mikilvægum hluta af fjárhagsáætluninni.
Lóð og byggingar
Kostnaður við land og byggingu fer mjög eftir staðsetningu verksmiðjunnar. Galvaniserunarverksmiðja þarfnast töluverðs fótspors til að hýsa alla framleiðslulínuna, frá komu stáls til geymslu fullunninnar vöru. Byggingin sjálf hefur sérstakar hönnunarkröfur. Hún verður að hafa hátt til lofts til að stjórna loftkranum og traustum undirstöðum til að bera þungan búnað eins og ketilinn. Góð loftræstikerfi eru einnig nauðsynleg til að stjórna hita og loftgæðum um alla verksmiðjuna. Þessir þættir gera iðnaðarsvæði og sérhæfð byggingarframkvæmdir að stórum hluta af upphaflegum fjárfestingarútgjöldum.
Veitur og uppsetning
Galvaniserunarverksmiðja er stór orkunotandi, aðallega jarðgass og rafmagns. Uppsetning á tengingum við háa afkastagetu veitna er verulegur einskiptiskostnaður. Kostnaður við uppsetningu jarðgasleiðslu er breytilegur eftir nokkrum þáttum:
- Fjarlægð frá aðalgasveitu
- Flækjustig skurðarins og uppsetningarinnar
- Tegund pípuefnis sem notað er (t.d. stál, HDPE)
Uppsetningarkostnaður fyrir nýja gasleiðslu getur verið á bilinu 16 til 33 dollara á línufet. Ný leiðsla frá götunni að mannvirkinu getur auðveldlega farið yfir 2.600 dollara, og flókin iðnaðarverkefni kosta mun meira. Á sama hátt krefst uppsetning á rafmagnstengingu með mikilli afköstum fyrir mótora, krana og stýringar samvinnu við staðbundna veitufyrirtæki og getur verið flókið og kostnaðarsamt ferli. Uppsetning allra véla er síðasti þátturinn sem leggur sitt af mörkum til heildarverðs á heitgalvaniseringarbúnaði.
Rekstrarkostnaður í rekstri

Eftir upphaflegu uppsetninguna, agalvaniseringarstöðFjárhagsleg heilsa fyrirtækisins er háð því að stjórna rekstrarkostnaði þess. Þessir endurteknu útgjöld hafa bein áhrif á verð á lokaafurð galvaniseruðu stáli og heildararðsemi verksmiðjunnar. Vandleg stjórnun hráefna, orku, vinnuafls og viðhalds er nauðsynleg fyrir langtímaárangur.
Hráefni: Sink og efni
Hráefni eru stærsti hluti rekstrarfjárlaga verksmiðjunnar. Sink er mikilvægasti og kostnaðarsakasti þátturinn. Verð á sérstöku hágæða sinki (SHG) sveiflast eftir framboði og eftirspurn á heimsvísu, sem gerir það að breytilegum kostnaði sem verksmiðjustjórar verða að fylgjast náið með. Markaðsvísitölur, eins og „Zinc special high grade in-warehouse Rotterdam premium“ sem Argus Metals býður upp á, bjóða upp á viðmið fyrir verðlagningu.
Kostnaður við sink getur verið mjög breytilegur eftir birgjum og svæðum.
| Vörulýsing | Hreinleiki | Verðbil (USD/tonn) |
|---|---|---|
| Sérstök hágæða sinkstöng | 99,995% | 2.900–3.000 dollarar |
| Hágæða sinkstöng | 99,99% | 2.300–2.800 dollarar |
| Staðlað sinkstöng | 99,5% | 1.600–2.100 dollarar |
Athugið:Verðin hér að ofan eru til viðmiðunar og sveiflast daglega. Eigandi verksmiðjunnar verður að koma á fót áreiðanlegum framboðskeðjum til að tryggja samkeppnishæf verð.
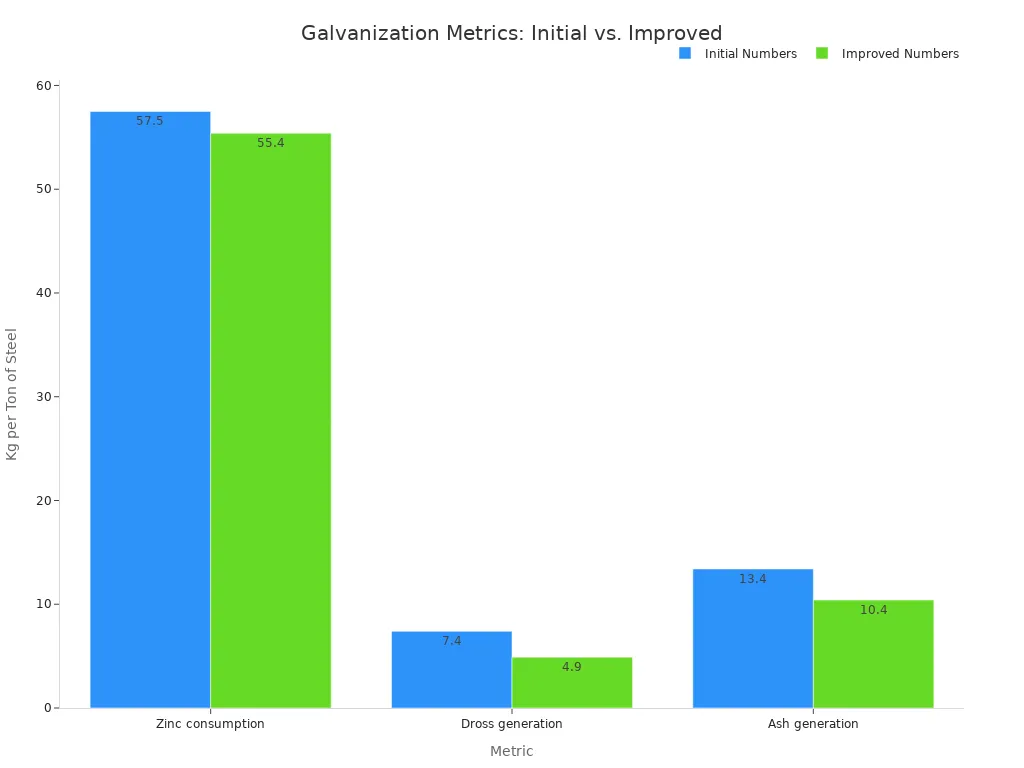
Sinknotkun verksmiðjunnar nær yfir meira en bara húðun stálsins. Ferlið framleiðir einnig aukaafurðir eins og sinkdross (járn-sink málmblöndu) og sinkaska (sinkoxíð). Þessar aukaafurðir eru tap á nothæfu sinki. Hins vegar geta úrbætur á ferlum dregið verulega úr þessum úrgangi. Skilvirkur rekstur leiðir til minni notkunar og minni aukaafurðaframleiðslu, sem lækkar beint efniskostnað.
Önnur nauðsynleg hráefni eru efnin sem notuð eru til forvinnsluferlisins. Þau eru:
- Fituhreinsandi efniað hreinsa stálið.
- Saltsýra eða brennisteinssýratil súrsunar.
- Sinkammóníumklóríðfyrir flæðislausnina.
Kostnaðurinn við þessi efni, ásamt öruggri geymslu og förgun þeirra, bætist við heildarrekstrarkostnaðinn.
Orkunotkun
Galvaniserunarstöðvar eru orkufrekar aðgerðir. Helstu orkukostnaðurinn er jarðgas og rafmagn.
- Jarðgas:Ofnkerfið notar mikið magn af jarðgasi til að halda hundruðum tonna af sinki í bráðnu ástandi við 450°C allan sólarhringinn.
- Rafmagn:Háafkastamótorar knýja loftkrana, dælur og reyksogsviftur.
Fjárfesting í orkusparandi tækni getur lækkað þennan kostnað verulega. Nútíma ofnhönnun getur til dæmis dregið úr árlegri orkuþörf um meira en 20%. Bætt kerfi gæti lækkað orkunotkun frá...399,3 MJ/tonnúr stáli bara307 MJ/tonnÞessi 23% lækkun á notkun þýðir beint umtalsverðan fjárhagslegan sparnað og minni kolefnisspor, sem gerir orkunýtingu að lykilmarkmiði fyrir allar nútíma verksmiðjur.
Vinnuafl og þjálfun
Hæft og skilvirkt starfsfólk er drifkraftur galvaniserunarverksmiðju. Launakostnaður er stór rekstrarkostnaður og er breytilegur eftir landfræðilegri staðsetningu og launalögum á hverjum stað. Lykilhlutverk í verksmiðju eru meðal annars:
- Kranastjórar
- Verkamenn við jigging (hengingu) og afjigging stáls
- Ketilrekstraraðilar eða „dýfarar“
- Fettlers (til að klára)
- Gæðaeftirlitsmenn
- Viðhaldstæknimenn
Rétt þjálfun er ekki kostnaður heldur fjárfesting. Vel þjálfað teymi vinnur á öruggari og skilvirkari hátt. Þetta dregur úr slysum á vinnustað, lágmarkar skemmdir á vörum viðskiptavina og tryggir stöðuga gæði. Stöðug þjálfunaráætlanir hjálpa starfsmönnum að vera upplýstir um bestu starfsvenjur varðandi öryggi, umhverfissamræmi og rekstrarhagkvæmni, sem að lokum eykur framleiðni og orðspor verksmiðjunnar.
Viðhald og varahlutir
Vélbúnaður sem starfar í erfiðu umhverfi við háan hita krefst stöðugrar athygli. Fyrirbyggjandi viðhaldsáætlun er mikilvæg til að koma í veg fyrir óvæntar bilanir og kostnaðarsamar framleiðslustöðvanir.
Fagráð:Skipulagt viðhald kostar minna en neyðarviðgerðir. Að skipuleggja reglulegar skoðanir fyrirketill, kranar og reykkerfi tryggja áreiðanleika og lengir líftíma dýrs búnaðar.
Helstu viðhaldsverkefni eru meðal annars viðhald á ofni, skoðun krana og þrif á reykhreinsikerfi. Verksmiðja verður einnig að gera fjárhagsáætlun fyrir birgðir af nauðsynlegum varahlutum. Algengir varahlutir eru meðal annars:
- Brennarar og hitaeiningar fyrir ofninn
- Dæluþéttingar og hjólhjól
- Síur fyrir útblásturskerfi
- Rafmagnsíhlutir eins og tengiliðir og rofar
Að hafa þessa hluti við höndina gerir kleift að gera viðgerðir fljótt, lágmarka niðurtíma og halda framleiðslulínunni gangandi.
Stærð ketilsins, innviðir og verð á sinki eru helstu kostnaðarþættirnir. Afkastageta verksmiðjunnar, sjálfvirkni og staðsetning ráða úrslitum um lokafjárfestinguna. Verð á búnaði til heitgalvaniseringar er mjög mismunandi. Fjárfestar ættu að hafa í huga endurgreiðslutíma við skipulagningu.
- Áætlaður endurgreiðslutími nýrrar verksmiðju ætti að vera 5 ár eða skemur.
Ábending:Til að fá nákvæmt verðmat, hafið samband við framleiðendur plantna til að fá ítarlegt, sérsniðið verðtilboð.
Birtingartími: 2. des. 2025