Galvanisering er algengasta aðferðin til að vernda stál gegn ryði. Í meginatriðum, agalvaniseringarbaðer stór ketill af bráðnu sinki sem notaður er til að húða málmhluta. Þegar hreinu stáli er dýft í þetta bað binst sinkið fljótt við yfirborðið og myndar sterka, tæringarþolna áferð. Galvanisering hefur verið til í yfir 150 ár en er samt ótrúlega skilvirk og umhverfisvæn. Reyndar er það oft nefnt sem ein umhverfisvænasta tæringarvarnaaðferð sem völ er á. Niðurstaðan er stál sem getur enst áratugum saman utandyra með lágmarks viðhaldi. Hér að neðan skoðum við skref fyrir skref hvernig stálhluti breytist úr rykugum gömlum málmi í sinkbrynjaðan, inni í galvaniseringarbaði.

Hvað er galvaniserandi bað?
Galvaniseringarbað er einfaldlega ker með bráðnu sinki sem er hitað upp í um 450°C (842°F). Stálhlutum er lækkað ofan í þetta heita sink, sem lítur út eins og silfurlitaður fljótandi málmur. Við niðurdýfingu hvarfast sinkið við járnið í stálinu og myndar málmfræðilegt tengi milli sinks og stáls. Í reynd kalla fyrirtæki þetta oft ...heitgalvaniseringferli – að dýfa stáli bókstaflega í „heitt“ (brætt) sink.
Þessi aðferð er mjög áhrifarík. Sinkbaðið er yfirleitt haldið yfir 98% hreinu sinki og færibönd eða kranakerfi halla stálhlutunum vandlega þannig að sinkið geti fyllt hvert horn hlutarins. Jafnvel hol form eða rör fyllast af sinki, þannig að innra byrðið er húðað eins og ytra byrðið. Eins og ein handbók í greininni orðar það, er heitgalvanisering „algjört niðurdýfingarferli“ - stál er alveg kafið í og sinkið er húðað.alltInnri og ytri yfirborð. Stálið er lyft upp nokkrum mínútum síðar og húðað með nýrri glansandi málmhúð.
Heitdýfingargalvaniseringarferlið (frá upphafi til enda)
Galvaniseringarferlið hefur nokkur lykilstig. Hvert stig verður að vera vandlega framkvæmt, því sink festist aðeins við fullkomlega hreint yfirborð. Almennt eru skrefin:
Þrif (fituhreinsun og súrsun):Fyrst er stálið vandlega hreinsað til að fjarlægja olíur, fitu og laust ryð. Þetta felur venjulega í sér heita basíska (ætandi) lausn sem affitar stálið. Næst fer stálið í sýrubað (oft þynnt brennisteinssýra eða saltsýra) til að éta burt skurð og ryð. Eftir súrsun er allt þrjóskt óhreinindi, málning eða gjall fjarlægt handvirkt eða með blástursblæstri. Í stuttu máli verður að fjarlægja öll óhreinindi, því sink festist ekki við óhreint stál.
Flæði:Rétt fyrir galvaniseringu er hreina stálið dýft í flússefni, oftast blöndu af sinkammóníumklóríði. Flúsefnið hreinsar síðustu leifar af oxíði og kemur í veg fyrir nýja oxun áður en það er dýft í það. Í sumum verksmiðjum flýtur þunnt „flússefnisteppi“ jafnvel ofan á sinkbaðinu til að hjálpa til við að affita stálið þegar það kemur inn. Flússefnisskrefið er mikilvægt: það tryggir að bráðna sinkið geti...blauturstálið jafnt.
Dýfing í sinkbað:Nú kemur að kjarna ferlisins. Tilbúna stálið er hægt lækkað (oft á ská) ofan í bráðinn sinkketil, sem venjulega er haldið við ~450°C. Myndin hér að neðan sýnir stálbjálka fara inn í heitt sinkbað. Um leið og stál snertir fljótandi málminn hefst efnahvarf. Sink byrjar að blandast við járnyfirborðið og fljótandi sink rennur um allan hlutinn. Inni í baðinu mynda sink og járn nokkur málmblöndulög með málmvinnsluviðbrögðum. Á þessum tíma (venjulega nokkrar mínútur) byggist húðunin upp í rétta þykkt. Lag afbráðiðSink festist við yfirborð stálsins og kólnar síðan til að mynda fasta ytri húð.
Mynd: Stálhlutir dýfðir í heitgalvaniseringarbað. Brætt sink (fljótandi silfur) húðar stálið fljótt.
Starfsmenn verksmiðjunnar tímasetja niðurdýfinguna vandlega. Fyrir flesta hluta nægir að dýfa í 4–5 mínútur. Stærri eða einangraðir hlutar gætu þurft lengri tíma til að ná fullum hita. Þegar hluturinn hefur verið hitaður í gegn er hann hægt lyft upp. Þegar hann rís tæmist umfram sink – stundum með hjálp titrings eða snúnings stykkisins. Þunna sinkhjúpurinn sem eftir er kólnar og harðnar og fær oft bjarta silfurlitaða áferð að utan. Reyndar glitrar nýgalvaniserað stál oft; einkennandi „gleðskapur“ eða snjókornalíkt mynstur kristallaðs sinks getur birst á yfirborðinu þegar það storknar.

Kæling (óvirkjun/slökkvun):Eftir að stálið hefur verið fjarlægt er það kælt. Þetta er hægt að gera með einfaldri loftkælingu eða með því að kæla heita stálið í vatni eða efnafræðilegri óvirkjunarbaði. Engin sérstök herðing er nauðsynleg – sink/stál tengingin er þegar fast. Þunnt ytra lag af sinkoxíði (hvítt ryð) sem gæti myndast er oft látið óhreyft eða létt meðhöndlað. Ólíkt máluðum hlutum þarf galvaniseruðu stáli venjulega að ...engin frekari frágangurfyrir endingu.
Skoðun:Síðasta skrefið er fljótleg sjónræn og tæknileg skoðun. Skoðunarmenn athuga hvort hvert svæði sé húðað og mæla þykktina. Þar sem sink festist aðeins við hreinan málm er auðvelt að koma auga á slæma bletti (bert stál lítur bjart út). Staðlaðir mælitæki mæla þykkt húðarinnar til að tryggja að hún uppfylli forskriftir. Á þessum tímapunkti er galvaniseruðu stálið tilbúið til notkunar, tryggt að það standist tæringu í mörg ár.
Inni í baðinu: Málmvinnsla og vernd
Það sem raunverulega gerist við stálið inni í bráðna sinkinu er flókið efnafræðiatriði – og einn af óvæntu kostum galvaniseringar. Þegar heita stálið er í baðinu dreifast sinkatómar í járn og mynda nokkur millimálmasambönd. Bandaríska galvaniseringarsamtökin sýna þetta með þversniði: það er ytra lag af næstum hreinu sinki (kallað etalagið) og undir því þrjú hörð málmblöndulög (kölluð gamma, delta, zeta) rétt við yfirborð stálsins. Merkilegt nokk eru þessi sink-járn málmblöndulög...harðara en mjúkt stálTil dæmis komast litlar rispur ekki auðveldlega í gegnum þessa marglaga húðun. Í reynd er galvaniserað húðun afar sterk og núningþolin.
Annar lykilkostur er kaþóðísk (fórn) vernd. Sink er rafefnafræðilega virkara en stál. Einfaldlega sagt, ef húðunin er rispuð á bert stál, þá mun sinkið í kring helst tærast fyrst og vernda stálið. Reyndar er heitgalvanisering fræg fyrir þetta: ein heimild bendir á að jafnvel þótt bert stál (allt að ¼ tommu stórt) komi í ljós í rispu, „mun engin tæring hefjast fyrr en allt sinkið í kring er notað upp“. Þetta þýðir að litlar skurðir þurfa ekki endurmálun; sinkið fórnar sér með tímanum.
Með árunum breytir útsetning fyrir lofti og rigningu sinki í skaðlausar aukaafurðir (oxíð, hýdroxíð, karbónöt) – gráa patina sem þú gætir séð á gömlum galvaniseruðum málmi. Þetta sink patina myndar hægt og rólega verndandi ytri skorpu sem hægir enn frekar á tæringu. Reyndar tærist galvaniserað stál, sem hefur verið veðrað, um 30 sinnum hægar en bert stál. Í reynd þýðir þetta að galvaniserað húðun endist oft í 50–60 ár eða lengur án viðhalds, allt eftir umhverfi.

Óvæntir kostir viðGalvanisering
Galvanisering býður upp á nokkra „vá“ þætti sem þú gætir ekki búist við af einfaldri málmhúðun:
1. Heildarumfjöllun:Þar sem heitgalvanisering dýfir hlutinn, þekur hún jafnvel innri hluta holra hluta og innan í rörum. Gengi og falin horn fá sink, ólíkt málningu sem borin er á með pensli. Þessi algjöra dýfing þýðir að ryð getur ekki laumast inn frá óvæntum stöðum.
2. Innbyggður seigla:Sink-járn lögin eru í eðli sínu hörð og núningþolin. Í sumum prófunum var húðun galvaniseruðu stálsins yfirtíu sinnumNúningsþolnara en hefðbundin málning. Ytra lagið af hreinu sinki (eta) er mýkra og sveigjanlegra, sem veitir höggþol, en innri málmblöndulögin eru harðari en stál. Þessi marglaga tenging þýðir að galvaniseruðu hlutar þola harða meðhöndlun og slit.
3. Sjálfsgræðandi (kaþóðísk) vernd:Eins og fram hefur komið mun sink „fórna sér“ til að vernda stál. Lítil rispur á galvaniseruðu stáli ryðga ekki út vegna þess að sinkið tærist fyrst (einnig kallað kaþóðísk vörn). Það er jafnvel til heiti, „hliðarskrið“, fyrir það sem gerist með máluðu stáli (ryð sem skríður undir málninguna) – og galvanisering kemur í raun í veg fyrir það.
4. Hraður afgreiðslutími:Þrátt fyrir þungan búnað er sjálft galvaniseringarskrefið fljótlegt. Það tekur aðeins nokkrar mínútur að hengja stykki upp og dýfa því í sink. Undirbúningurinn felst að mestu leyti í efnahreinsun og vel rekin verksmiðja getur afgreitt pöntun á nokkrum dögum samtals. Reyndar státa nútíma galvaniseringarverkstæði af 24 tíma þjónustu fyrir litlar pantanir.
5. Langur endingartími:Galvaniseruð húðun getur verndað stál í áratugi án þess að þurfa að mála aftur. Við dæmigerðar utandyraaðstæður (í iðnaði eða dreifbýli) er algengt að sjá 50+ ár fyrir fyrstu viðhaldsvinnu. Þessi langlífi gerir galvaniserun oft hagkvæmari en regluleg endurmálun til lengri tíma litið.
6. Umhverfisvænni:Galvaniseringarferlið er tiltölulega hreint. Notað sink er endurunnið og engin rokgjörn lífræn leysiefni eru til staðar eins og í málningu. Galvaniserað stál er 100% endurvinnanlegt við lok líftíma þess. Iðnaðarsamtök benda jafnvel á galvaniseringu sem „líklega umhverfisvænustu“ tæringarvörnina sem völ er á.
7. Þekkjanleg áferð:Galvaniseruðu stáli hefur oft einkenniflísótteða snjókornalíkt mynstur á yfirborði þess. Þessir silfurlituðu kristallar eru sinkkornin sem storkna og gefa galvaniseruðu yfirborði sérstakt útlit. Það er sjónrænt merki um að heitdýfingarhúðun sé til staðar.

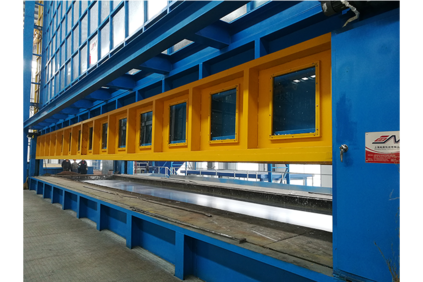
Hágæða búnaður: Pípugalvaniseringarverksmiðja Bonan Tech
Stórar galvaniserunarverkstæði nota þungar vélar til að keyra þessi ferli stöðugt. Til dæmis leggur Bonan Technology Co., Ltd., framleiðandi búnaðar, áherslu á...„Hágæða galvaniseringarstöð fyrir pípur“smíðað úr hágæða stáli og íhlutum. Sjálfvirkar línur þeirra sjá um allt: jigga til að hengja upp pípur, basísk fituhreinsitanka, sýrusúrsuðu, flúxstöðvar, færibönd í gegnum sinkketilinn og kælitanka. Bonan bendir á að galvaniserunarstöðvar þeirra fyrir pípur eru hannaðar fyrir samfellda framleiðslu á öllum pípuþvermálum.
Mynd: Samfelld galvaniseringarlína fyrir rör í rekstri. Slíkar sjálfvirkar verksmiðjur flytja rörhluta í gegnum hreinsun, flúx og bráðið sinkbað.
Í Bonan Tech línunni er hvert skref vandlega stýrt. Reyndar fylgir galvanisering pípa venjulega þessum sérstöku skrefum:
Ætandi hreinsun:Pípur fara í heitt natríumhýdroxíðbað til að fjarlægja olíu og hylki.
Sýrusýrusúrsun:Næst fara þau í gegnum sýrubað (venjulega HCl eða H₂SO₄) til að leysa upp ryð og eftirstandandi oxíð.
Skolun og flæði:Eftir skolun eru rörin dýft í sink-ammóníumklóríð flússlausn, sem tryggir að stálið haldist oxíðlaust áður en það er galvaniserað.
Þurrkun:Allur raki á stálinu er blásinn burt eða gufað upp með loftþurrkara.
Dýfing (sinkbað):Pípurnar eru færðar í ketilinn fyrir bráðið sink. Heitdýfingin húðar þær rækilega með sinki.
Slökkvun:Að lokum eru heitgalvaniseruðu rörin kæld hratt í vatni eða kælibaði til að læsa húðinni inni.
Sérhver pípa sem kemur nú út er með einsleitri sinkhúð til að koma í veg fyrir tæringu. Samkvæmt lýsingu Bonans eru þeirra„Sjálfvirk galvaniseringarvél fyrir pípur“er fær um að meðhöndla „allar tegundir pípa sem á að galvanisera“ og tryggja að jafnvel mjög stórar sem litlar pípur fái rétt sinklag.
Niðurstaða
Galvaniseringarbað er meira en bara málmpottur – það er kjarninn í sannaðri, vísindadrifin aðferð sem gefur stáli nánast sjálfgræðandi skjöld. Frá hreinsunarstigum til heits sinks er hvert skref fínstillt til að framleiða endingargóða, málmfræðilega bundna húð. Við höfum séð hvernig galvaniserað stál ekki aðeins þolir ryð heldur gerir það ótrúlega vel – með marglaga málmblöndum, mikilli seiglu og áratuga endingartíma.
Hvort sem þú ert verkfræðingur sem tilgreinir brú eða húseigandi sem velur girðingarstaura, þá hjálpar skilningur á galvaniserunarbaðinu til við að útskýra hvers vegna galvaniserað stál er svo áhrifaríkt. Í stuttu máli, inni í þessu auðmjúka sinkbaði er öflugt og ótrúlega háþróað varnarkerfi – kerfi sem mun halda stálmannvirkjum öruggum í kynslóðir.
Birtingartími: 21. maí 2025