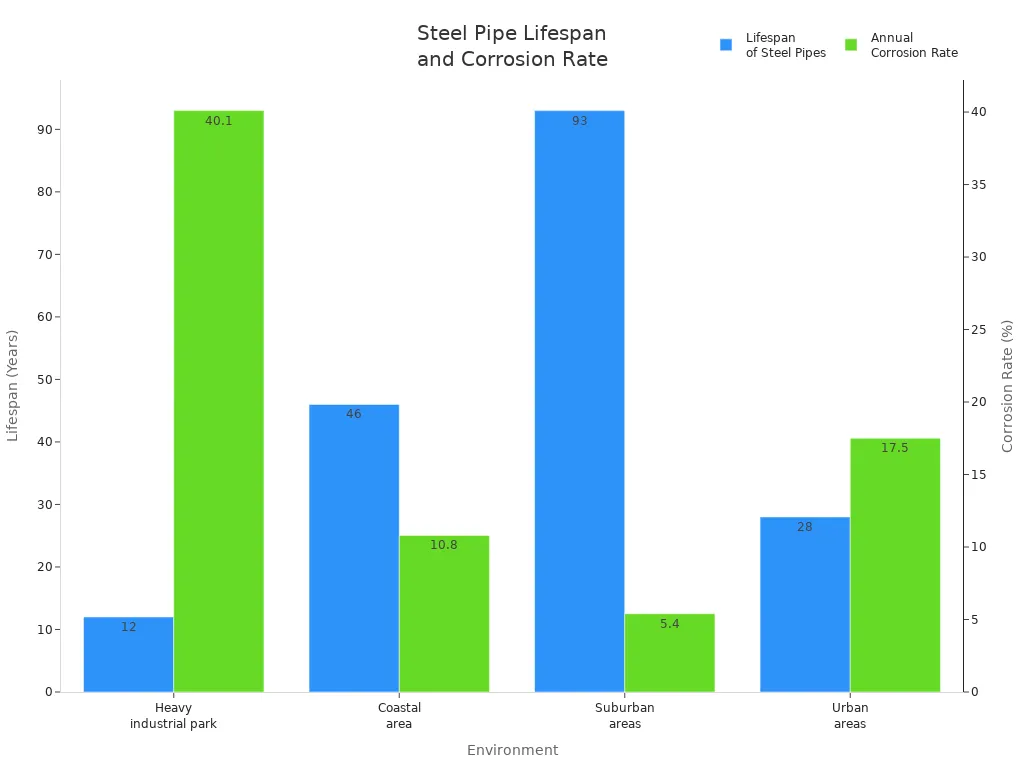
Þú verndar stálpípur gegn ryði með því að nota heitgalvaniseringu.Búnaður til heitdýfingar á stálpípumÞekur hverja pípu með sinki og býr til skjöld gegn tæringu.Galvaniseringarlínur fyrir rörhjálpa til við að tryggja sterka og jafna áferð. Skoðaðu töfluna hér að neðan. Hún sýnir hvernig galvaniseruðu rörin endast miklu lengur í mismunandi umhverfi.
Lykilatriði
- HeitdýfingargalvaniseringVerndar stálpípur gegn ryði með því að bera á þykka sinkhúð sem virkar sem hindrun gegn tæringu.
- Rétt undirbúningur yfirborðser afar mikilvægt. Þrif og súrsun á rörunum tryggir að sinkið festist vel og kemur í veg fyrir galla í húðuninni.
- Galvaniseruðu rörin bjóða upp á langvarandi endingu, oft í 40 til 50 ár, sem gerir þær að hagkvæmum valkosti fyrir ýmsar atvinnugreinar.
Búnaður og ferlisskref fyrir heitdýfingu stálpípa

Stálpípabúnaður til heitdýfingar galvaniseringarhjálpar þér að vernda stálpípur gegn ryði og skemmdum. Þú notar þennan búnað í mörgum atvinnugreinum, svo sem byggingariðnaði, vélum, efnaverksmiðjum og járnbrautum. Búnaðurinn meðhöndlar pípur með þvermál frá 1/2 til 10 tommur og lengd frá 4 til 8 metra. Hann getur húðað pípur með sinki sem vegur á milli 50 og 400 grömm á fermetra. Búnaðurinn getur unnið allt að 80.000 tonn af stálpípum á hverju ári.
| Vara | Upplýsingar |
|---|---|
| efni | stálvír |
| þvermálsbil | 1/2 ~ 10 tommur |
| pípulengdarsvið | 4~8 mín. |
| tegund húðunar | sink |
| þyngd húðunar | 50~400 g/m² |
| afkastageta | 40000 ~ 80000 tonn/ár |
Undirbúningur og þrif á yfirborði
Þú byrjar á að þrífa stálrörin. Þetta skref fjarlægir óhreinindi, olíu og önnur óhreinindi. Ef þú sleppir hreinsuninni mun sinkhúðin ekki festast vel. Þú þarft að fjarlægja suðuslagg, skurði, glerhúð, lakk, epoxý, sand, olíumálningu, vaxlitamerki og þykkt vax eða fitu. Þú notar fituhreinsandi böð með natríumhýdroxíði til að losna við olíur og fitu. Eftir fituhreinsun skolar þú rörin með vatni. Þú notar síðan saltsýru eða brennisteinssýru til að fjarlægja ryð og glerhúð. Þetta skref kallast súrsun.
Ráð: Skolið alltaf rör eftir sýruhreinsun til að fjarlægja öll ummerki um sýru. Þurrkið rörin alveg áður en haldið er áfram í næsta skref.
Flæðisaðferð fyrir stálrör
Næst dýfirðu rörunum í flúxlausn. Flúxið fjarlægir öll eftirstandandi oxíð og kemur í veg fyrir nýja oxun áður en rörin eru húðuð með sinki. Þú notar sinkammóníumklóríðlausn í þessu skrefi. Besti hitastigið fyrir flúx er á milli 60 og 80°C. Þetta hitastig hjálpar flúxinu að hreinsa stályfirborðið vel. Helstu flúxefnin eru sinkklóríð og ammoníumklóríð. Þessi efni fjarlægja járnoxíð og bæta flæði sinksins. Flúxið hjálpar þér einnig að nota minna sink og dregur úr úrgangi.
- Sinkklóríð: 60–80%
- Ammoníumklóríð: 7–20%
- Efni sem breyta vökvajafnvægi: 2–20%
- Önnur efnasambönd: nikkel, kóbalt, mangan, blý, tin, bismút, antimon

Dýfing í sinkbaðinu
Síðan dýfið þið rörunum í bað af bráðnu sinki. Heittdýfingarbúnaður fyrir stálrör heldur sinkbaðinu við rétt hitastig, venjulega á milli 440–460°C (825 og 870°F). Rörin eru geymd í baðinu í 5 til 15 mínútur. Í þetta skiptið bindist sinkið við stálið og myndar sterka, jafna húð. Sinkbaðið þekur alla hluta rörsins, jafnvel innan í og í kringum suðu.
Athugið: Ef þú stjórnar ekki hitastigi eða tíma gætuð þú fengið galla eins og sorbólur, blöðrur eða flögnun.
Kæling og lokahreinsun
Eftir að þú hefur tekið rörin úr sinkbaðinu kælir þú þau í kælitanki. Kæling stöðvar efnahvörf milli sinksins og loftsins. Þú skolar síðan rörin með fersku vatni til að fjarlægja öll afgangsefni. Ef þú notaðir sýruhreinsun skaltu skola rörin aftur. Þurrkaðu rörin með heitum lofti til að tryggja að enginn raki sé eftir. Þetta skref heldur yfirborðinu hreinu og kemur í veg fyrir hvítt ryð.
- Skolið með fersku vatni
- Þurrkið með heitum lofti
- Geymið pípur á þurrum stað
Skoðun og gæðaprófanir
Þú verður að skoða rörin til að ganga úr skugga um að húðunin sé sterk og jöfn. Þú notar sjónrænar athuganir, þykktarmælingar og prófanir til að tryggja einsleitni. Þú athugar einnig hvort þau séu ójöfn, tæring og skemmd. Þú mælir stærð rörsins og leitar að lekum. Þú fylgir stöðlum eins og ASTM A500 og EN 10219. Þessir staðlar hjálpa þér að tryggja að rörin endist og standist ryð.
Skoðunartækni Lýsing Sjónræn skoðun Athugaðu hvort sléttleiki, gallar og tæring séu til staðar Þykkt lags Notið mæla til að mæla þykkt húðunar Einsleitni Leitaðu að flögnun eða ójafnri húð Grófleiki Prófaðu yfirborðsgrófleika Ryðskoðun Finndu rispur eða skemmdir Gæði suðu Athugaðu hvort sprungur eða gjall séu til staðar Efnasamsetning Prófaðu rétt sink- og stálinnihald Vélræn hegðun Mæla styrk og liðleika Víddarskoðun Staðfestu þvermál, þykkt og lengd Merki og merking Athugaðu hvort merkimiðar séu réttir Lekapróf Gakktu úr skugga um að rörin séu ekki með sprungum eða holum Öryggisáminning: Fylgið alltaf öryggisreglum þegar notaður er búnaður til heitdýfingar á stálpípum. Skoðið pípur fyrir skemmdir og gangið úr skugga um að vatnsgæði séu góð til að koma í veg fyrir tæringu.
Kostir þess að hitagalvanisera stálpípur

Yfirburða ryð- og tæringarvörn
Þú færð sterka vörn gegn ryði þegar þú notarbúnaður til heitdýfingar á stálpípumSinkhúðin myndar þykka hindrun sem heldur vatni, lofti og efnum frá stálinu. Þessi hindrun virkar betur en málning eða þunn húðun. Sinkið verndar einnig stálið ef húðunin rispast. Sink tærist fyrst og verndar stálið undir.
- Þykkt sinklagið þolir erfiðar veðurskilyrði og efni.
- Þú sérð þessa aðferð notaða fyrir brýr, handrið og útirör vegna þess að hún endist lengur.
- Sinkhúðunin notar bæði hindrunar- og fórnarvörn, þannig að pípurnar þínar haldast öruggar jafnvel þótt yfirborðið skemmist.
Vísindalegar rannsóknir sýna að sink myndar sérstök efnasambönd, eins og ZnO og Zn5Cl2(OH)8, sem hægja á ryði og halda pípum sterkum í erfiðu umhverfi.
Mekanismi Lýsing Hindrunarvörn Sinklagið kemur í veg fyrir að vatn og loft nái til stáls. Fórnarvernd Sink tærist á undan stáli og verndar það jafnvel þótt það rispist. Náttúruleg veðrun Með tímanum myndar sink auka lög sem veita meiri vörn. Aukin endingu og langlífi
Þú getur búist við að galvaniseruðu rörin endist í áratugi. Því þykkari sem sinkhúðin er, því lengur endast rörin. Til dæmis:
Tegund húðunar Væntanlegur líftími í miðlungsmiklu umhverfi G30 5–10 ár G90 20 ár eða meira Flestar galvaniseruðu pípur endast í um 40 til 50 ár. Á þurrum stöðum geta þær enst enn lengur. Ef þú notar búnað til heitgalvaniseringar á stálpípum hjálpar þú pípunum að standast ryð og skemmdir í mörg ár.
- Pípur á svæðum með lágan raka geta enst í allt að 70 ár.
- Á blautum eða saltum stöðum getur líftími stálsins verið styttri, en samt mun lengri en óhúðað stál.
Hagkvæmni og lítið viðhald
Þú sparar peninga með tímanum með galvaniseruðum rörum. Upphafskostnaðurinn er aðeins hærri en málning, en þú eyðir minna í viðgerðir og viðhald. Hér er fljótleg samanburður:
Verndaraðferð Upphafskostnaður Lífslíkur (ár) Viðhaldskostnaður Núvirðisvirði Heitdýfingargalvanisering 100 25 0 100 Málningarkerfi 90 8 169 169 Galvaniseruðu rörin þurfa minni þrif og færri viðgerðir. Sterk húðun þeirra þýðir að þú þarft ekki að hafa eins oft áhyggjur af ryði eða leka. Þetta gerir þær að snjöllum valkosti fyrir stór verkefni og staði þar sem þú vilt að rörin endist lengi.
Heittdýfingargalvaniseringarbúnaður hjálpar þér að vernda stálpípur í mörg ár. Þú færð áreiðanlega frammistöðu í mismunandi umhverfi.
- Langtíma endingartími fer eftir umhverfisaðstæðum.
- Sérfræðingar segjahvert skref í ferlinu hefur áhrif ágæði og styrkur húðunar.
Skref Áhrif á skilvirkni Þrif Bætir viðloðun og kemur í veg fyrir galla Súrsun Hefur áhrif á sléttleika og gæði Flæði Tryggir jafna sinkflæði Dýfing Stýrir þykkt og innri gæðum Skoðun Staðfestir að húðun uppfylli staðla
Birtingartími: 11. september 2025